Introduction
技術紹介
トンネル点検・
診断システム
iTOREL
(アイトーレル)
株式会社テクノコンサルタント・東急建設株式会社による共同開発
・点検支援技術性能カタログ:TN020005-V0323
・令和4年「第10回ロボット大賞」優秀賞(社会インフラ・災害対応・消防分野)受賞
・令和6年1月 NETIS新技術情報提供システム: QS-230037-A
・令和6年9月 国土交通省大臣表彰制度の受賞技術による活用促進技術に選定(工事成績評定で加点の上乗せ措置あり)
【メリット】
① 打音検査により、覆工の損傷個所を検出。
② 光切断方式によって、ひび割れの幅は0.3mm、 撮影によって0.1mmまでのひびが判定可能。
③ カスタマイズによって、 電磁波を搭載し、覆工の厚み、覆工内部の損傷及び背面空洞が点検が一度にできる。
④ 点検と同時に、 浮き・剥離の部分の除去及び、 付属物(照明、排気設備)の点検。
⑤ デジタル化によって、 追跡調査が可能。
⑥ 費用は従来工法とほぼ同額であり、損傷度が大きいものほど経費のメリットが大きい。
⑦ 現場作業が約3~5割軽減できる(走行速度1.4km/h(24m/min))
⑧ 車輛型と比較して、一度にすべての点検が可能である。
【デメリット】
① 現地での機器の組み立てが必要となる。
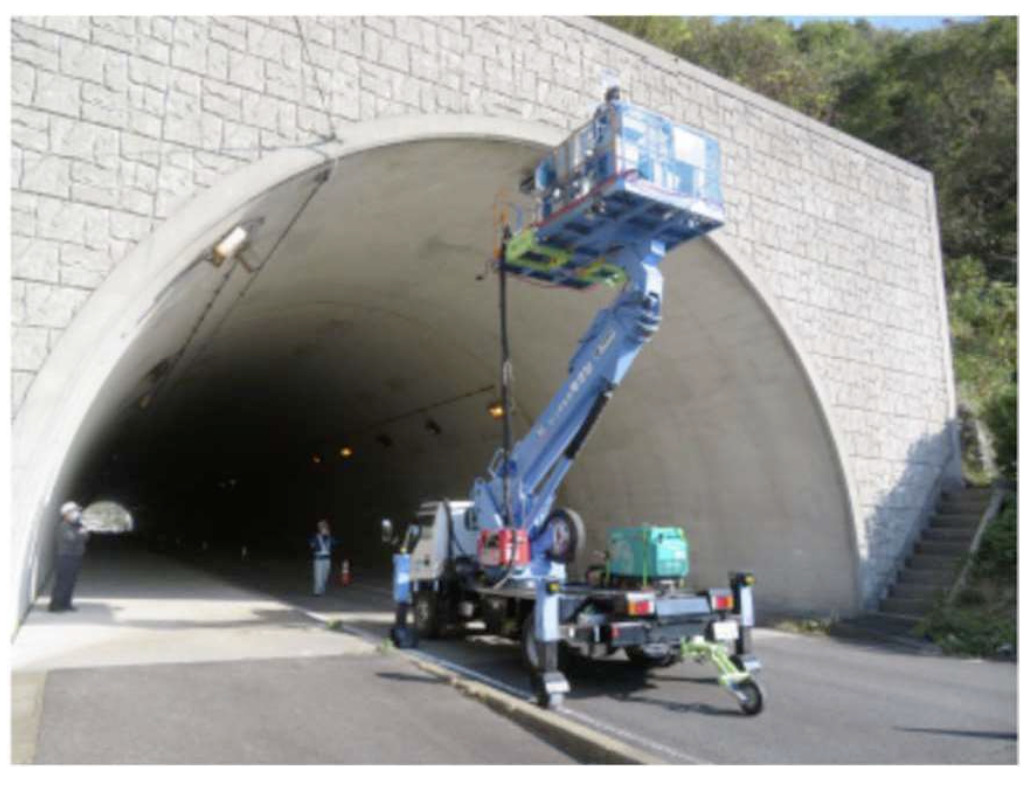
1.点検システム
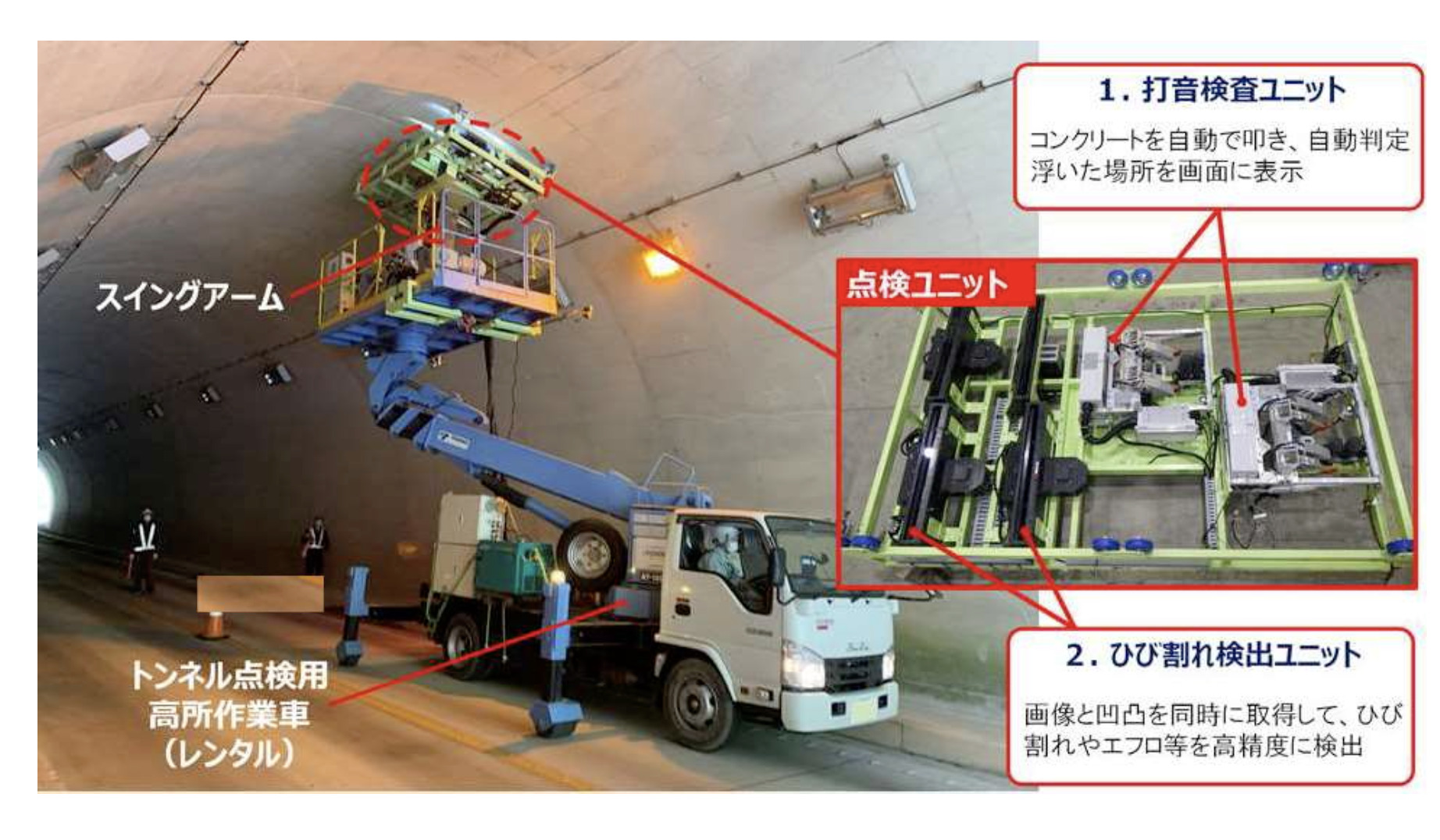
図3.1 点検システム(高所作業車タイプ)
点検システムは、高所作業車へ取り付けたスイングアームと、アーム先端に取り付けられたコンクリート覆工のひび割れと浮きを自動検出する打音検査ユニット、ひび割れ検出ユニット、画像撮影ユニット、電磁波ユニットの各要素にて構成される。
スイングアームによって計測位置に点検ユニットを押し当て、一定の速度で高所作業車を走行させながら連続的に点検データを取得する。各ユニットで取得された点検データを元にひび割れと浮きの自動検出をリアルタイムに行う。
表3.1 構成機器
| 機材名 | 仕様 | 単位 | 数量 | 備考 |
|---|---|---|---|---|
| トンネル点検システム | ||||
| スイングアーム | 基 | 1 | ||
| 操作ユニット | 基 | 1 | 打音と画像の記録を含む | |
| 打音検査ユニット | 台 | 3 | 制御システムを含む | |
| ひび割れ検出ユニット | 台 | 4 | 制御システムを含む | |
| 画像撮影ユニット | 台 | 2 | 専用照明含む | |
| 高所作業車 | 3tトンネル点検車 | 台 | 1 | タダノ AT-120SRM |
2.ひび割れ検出ユニット
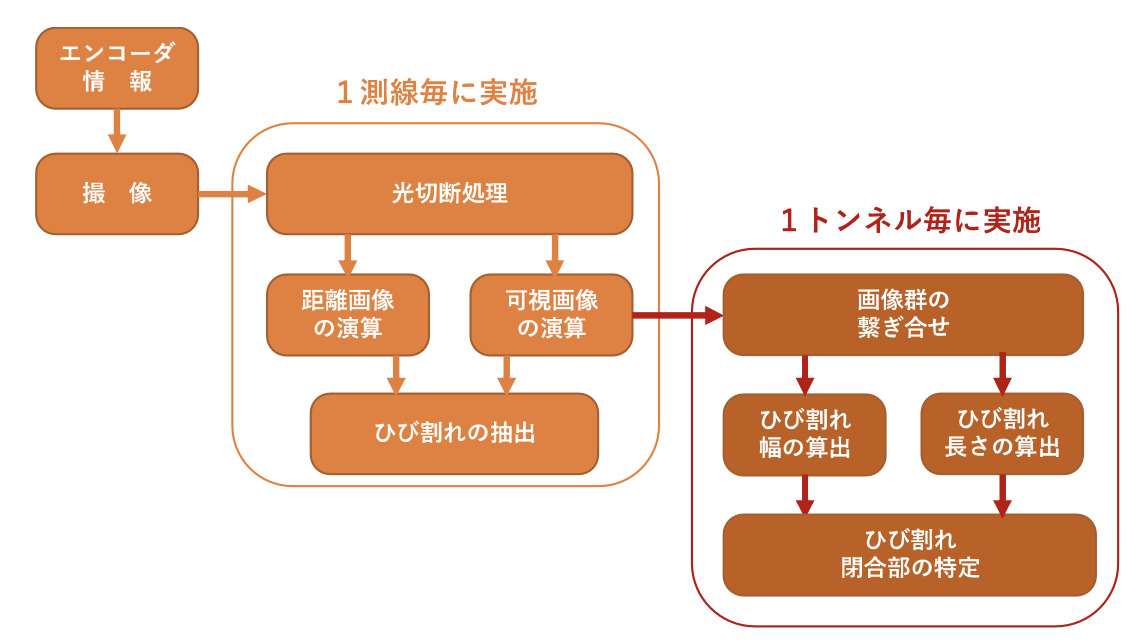
図-3.3 システムブロック図

図-3.4 ひび割れ検出ユニット
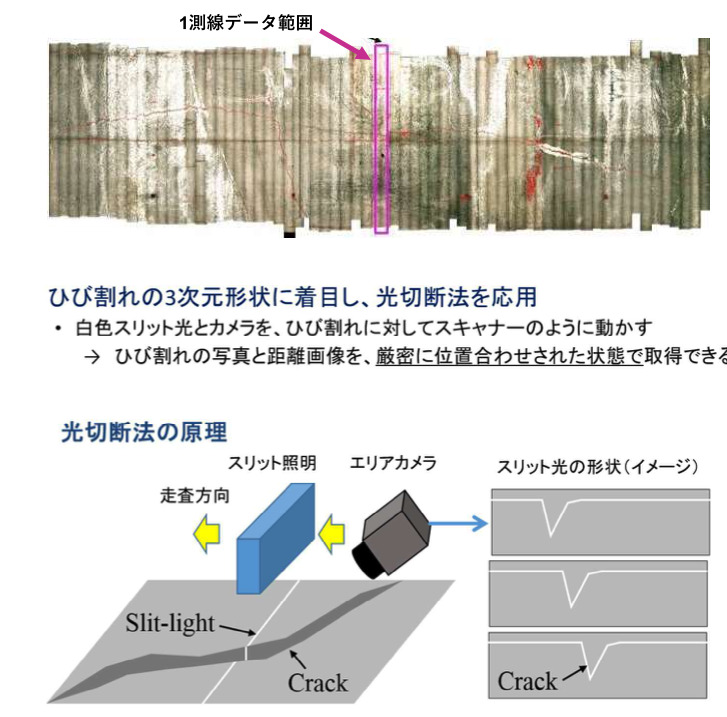
図-3.5 取得画像データ例
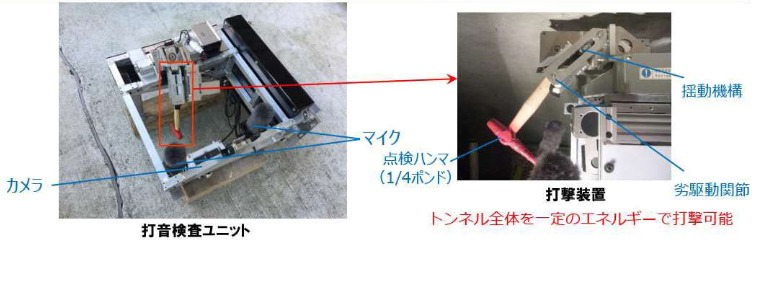
3.打音検査ユニット
打音検査ユニットによって発生させた音を解析し、特性の近い集団に分ける手法を用いて健全部と変状部(健全部とは異なる部位)を識別し、異常の有無を判定する。判定結果は打撃位置情報を元に、展開図に変状位置として表示される。
打音検査ユニットの仕様を表-3.5、検査項目を表-3.6、システムブロック図を図-3.6に、ユニット外観とその使用状況を図-3.7に示す。
表3.5 打音検査ユニットの仕様
| 項目 | 性能等 |
|---|---|
| 検出可能変状深さ | 最大50mm |
| 変状計測精度 | 的中率95%程度 |
| 点検スピード | 8m2/min(1ユニット当たり、打撃ピッチ200mm時) |
| その他機能 |
変状のリアルタイム判定(現場) 変状(浮き)のプロット、打音再生(事務所) 機械学習用データ作成(事務所) |
表3.6 打音検査ユニットの検査項目
| 変状の種類 | 着目点 |
|---|---|
| うき |
・うき、濁音箇所(覆工内の損傷)の範囲 ・うきの程度(剥落の危険性、剥落の範囲等) ・叩き落とし等の措置の可否 |
| 剥離・剥落 |
・剥離・剥落箇所の状態把握 ・表面保護等の追加措置の可否 |
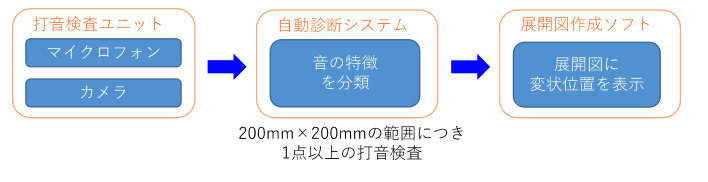
図-3.6 システムブロック図
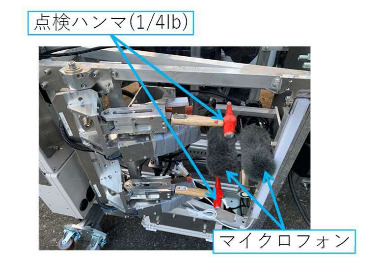
図-3.7 打音検査ユニット
| 技術概要 | 点検員の動作を模倣し、定量的な判定基準で効率的に点検を実施 |
|---|---|
| 点検速度 |
最大0.3sec/point(打撃間隔200mmで220m2/h) (ダブルハンマユニット使用時打撃間隔200mmで576m2/h) |
| 点検ピッチ | 標準200mmピッチ(ピッチ変更可能) |
| 検出精度 |
人と同等程度にうきを検出 100mm×100mm、深さ50mmまで検出可能 |
| 質量 | 14.5kg(フレーム含む) |
| 機械学習により浮きを自動判定(教師データが無い場合はクラスタリング使用) | |
| 打撃位置と判定結果を記録し、浮き位置のマッピングを作成 | |
4.映像撮影ユニット
画像撮影ユニットによる照明等設備周辺撮影
ひび割れ検出ユニットでは近接撮影が行えない坑内照明などの設備周辺を画像撮影ユニットにより撮影し、設備のボルトの脱落などを記録する。
画像撮影ユニットは、産業用カラーカメラを用いたTDI(TimeDelayIntegration)方式で撮影することにより、高速撮影による低照度下においても十分な明るさの画像が得られる。また、0.3mmのひび割れが視認可能な解像度で撮影するため、得られた画像データから変状を視認することができる。
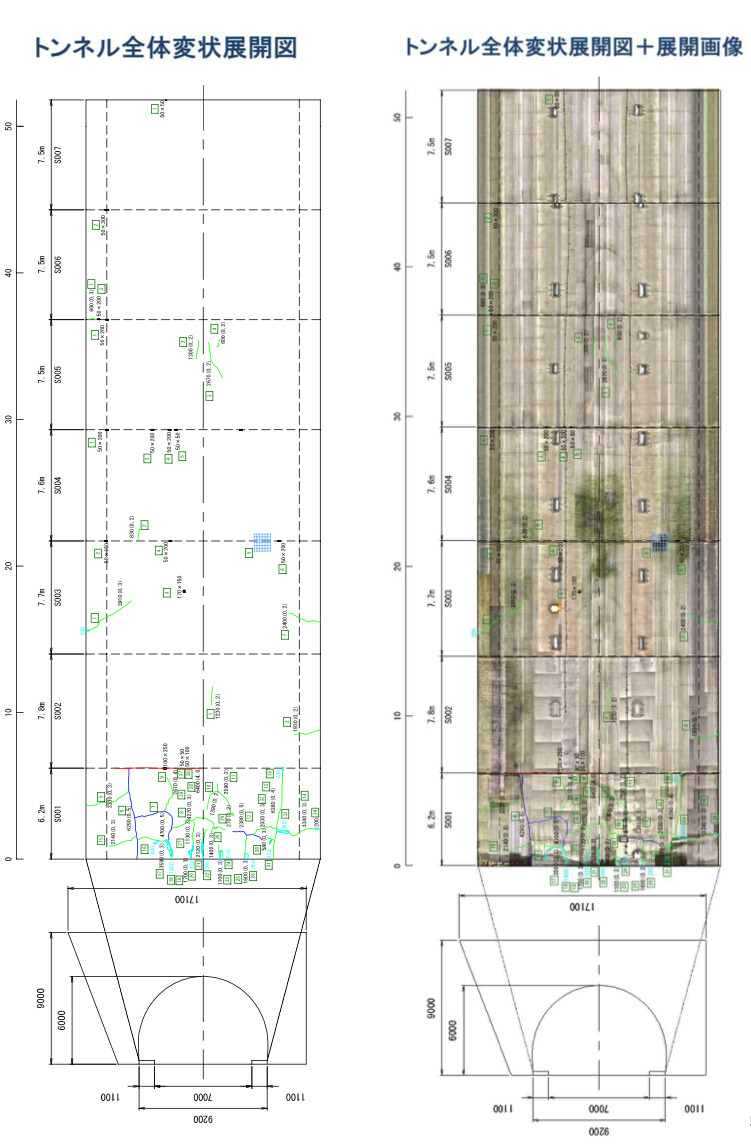
画像撮影ユニットにより現場で取得した画像を事務所に持ち帰り、写真接合や設備周辺の確認、ひび割れ確認等を実施した後、変状展開図や展開写真を作成して状態を確認する。
画像撮影ユニットの仕様を表-3.7、画像撮影ユニットによる照明等設備周辺撮影イメージを図-3.8に示す。
表-3.7画像撮影ユニットの仕様
| 項目 | 性能等 |
|---|---|
| 視認可能ひび割れ幅 | 取得画像から0.3mmを視認可能 |
| 点検スピード | 33.3m2/min(カメラ1台当たり) |
| その他 |
設備異常の目視確認(事務所) ひび割れなど変状視認(事務所) |
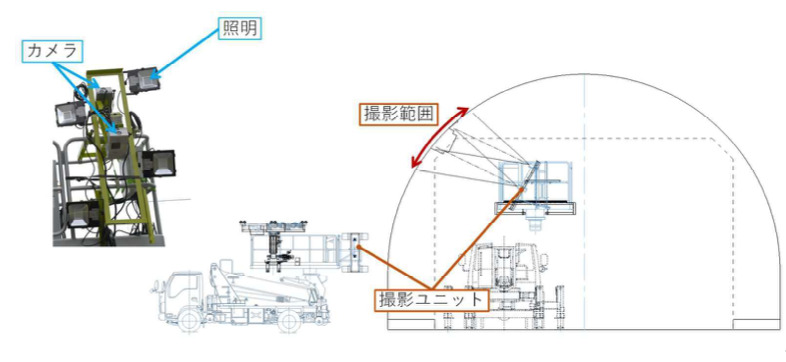
図-3.8 画像撮影ユニット撮影イメージ
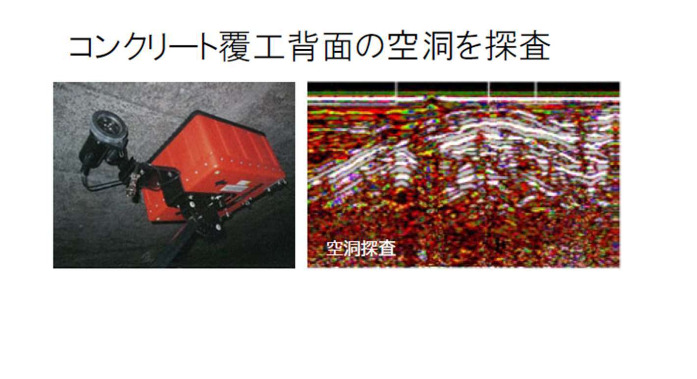
5.電磁波ユニット
覆工の厚さ、損傷及び背面空洞(位置・深さ・範囲)の点検調査